
气缸盖上与气门锥面相贴合的部位称气门座,其主要作用是密封气门和承受高速冲击。气门座的温度很高,又承受频率极高的冲击载荷,容易磨损。
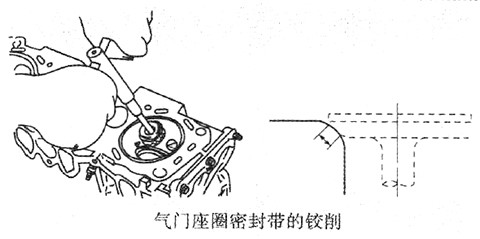
柴油发电机组气门座圈的密封带饺削和研磨方法如下:
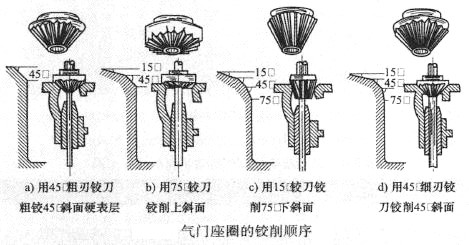
(1)气门座圈的铰削。以气门导管孔为基准定位,用专用铰刀佼削气门座密封带。
具体操作要领:先用45°铰刀进行初铰。铰削时,铰刀应正直,两手用刀要均匀、平稳。使用磨光过的气门进行试配,接触面应在气门工作斜面的中下部,进气门接触带宽度为l.5~1.8mm,排气门为l.8~2.2mm。接触面过窄,影响密封和散热,过宽容易积炭,不能紧密吻合,也影响密封。如接触面偏上,应加大15°斜面较削量,便接触面下移;如接触面偏下,则加大75°斜面铰削量,使接触面上移。应边按边配,使气门接触面在中下部。最后用45°(或30°)的细刃铰刀或在铰刀上垫以细砂布进行精较气门座工作面,以降低接触面的表面粗糙度值。
1、气门座表面粗糙度:Ra3.2;
2、密封带宽度:进气门为1.51~1.8lmm,排气门为I.86~2.22mm;
3、气门座锥面角:进气门为30°;排气门为45°;
4、测量气门下沉量:将气缸盖底平面朝上水平放置,放入气门,用高度游标卡尺,测量气门的下沉量,其值应在0.99~1.52mm之内;
5、检查气门密封性:将气缸盖底平面朝上水平放置,放入气门,把煤油或柴油加入气缸盖与气门头部端面形成的凹坑内,在3min内应无渗漏现象。若渗漏,则应重新研磨,直到无渗漏为止。




 桂公网安备 45010702001547号
桂公网安备 45010702001547号